
Our Products
Engineering Excellence, Delivered with Precision and Innovation.
Engineering Excellence, Delivered with Precision and Innovation.
Safety Valves
Engineered for Petrochemical, Refinery & Food Processing Applications At Latif Traders, we supply high-performance safety valves specifically suited for critical applications in the petrochemical, refinery, and food processing sectors. These industries demand uncompromising safety standards, and our valves are built to deliver rapid, reliable pressure relief under extreme conditions.
For petrochemical and refinery plants, our safety valves are engineered to handle aggressive fluids, high temperatures, and explosive environments. With compliance to ASME, API, and PED standards, our valves ensure reliable overpressure protection for process vessels, pipelines, and storage tanks — safeguarding both personnel and infrastructure.
In the food processing sector, our valves are manufactured from hygienic-grade stainless steel, featuring clean-in-place (CIP) compatibility and non-contaminating seals. These ensure the prevention of pressure build-up without compromising product purity or compliance with FDA and 3-A standards.
Whether your operation involves superheated steam, volatile hydrocarbons, or delicate food-grade media, we offer tailored valve solutions with precise set pressures, corrosion-resistant materials, and robust performance. Backed by technical expertise and industry knowledge.

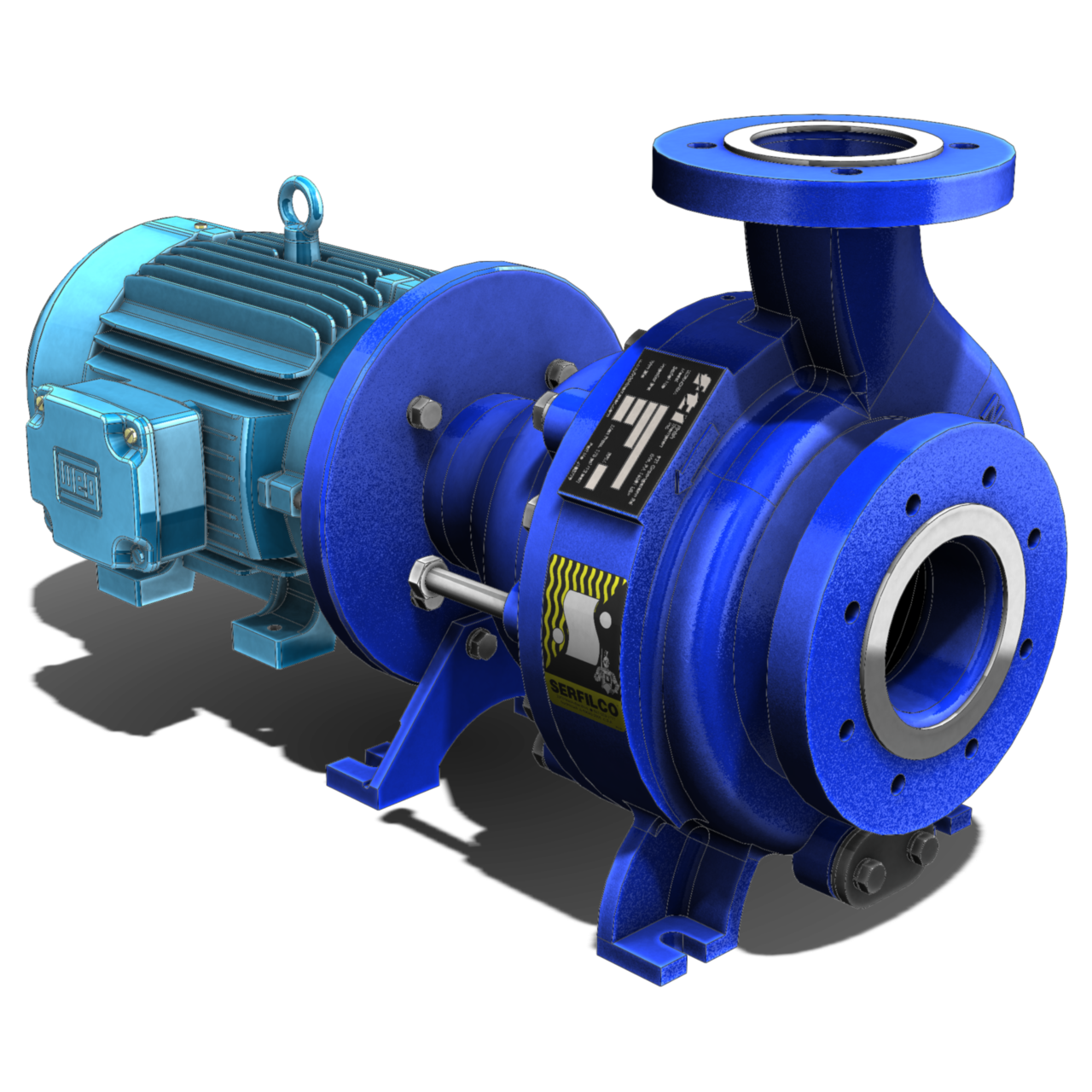
Centrifugal Pumps
Precision Fluid Handling for Industrial & Sanitary Environments We provides centrifugal pumps optimized for refinery, petrochemical, and food processing industries, where performance, material compatibility, and long-term reliability are paramount.
For petrochemical and refinery operations, our heavy-duty pumps are designed to handle corrosive chemicals, hydrocarbons, and slurries under extreme pressures and temperatures. We supply pumps built from rugged materials like duplex stainless steel and Hastelloy, with configurations for hazardous area installations (ATEX-certified) and API 610 compliance for refinery-grade reliability.
In the food and beverage industry, hygiene is key. Our sanitary centrifugal pumps are made with polished stainless steel, smooth flow paths, and sealed bearings, ensuring zero contamination and full CIP/SIP compatibility. These pumps maintain product integrity while meeting FDA, EHEDG, and 3-A requirements.
From transferring raw materials to circulating high-temperature fluids or handling viscous liquids, our centrifugal pumps are built for precision and efficiency. With low maintenance designs and energy-efficient operation, our solutions minimize downtime and maximize productivity in demanding environments.
Trust us to help you select the right pump for your process, supported by expert advice and responsive service.
Vacuum Valves
Specialized Vacuum Control for Critical Process Environments In high-performance industrial environments such as petrochemical plants, refineries, and food processing facilities, maintaining a precise vacuum is crucial. [Your Company Name] supplies vacuum valves specifically designed for demanding process control applications across these sectors.
Our industrial-grade vacuum valves are engineered for the corrosive and high-temperature conditions found in petrochemical and refinery operations. Built with chemically resistant alloys and leak-tight sealing mechanisms, our valves provide reliable isolation and flow control for degassing, vapor recovery, and distillation systems.
In the food processing industry, vacuum is vital for packaging, freeze drying, and low-pressure cooking. We offer sanitary vacuum valves made from 316L stainless steel with FDA-approved seals and easy-to-clean designs to prevent product contamination. These valves integrate seamlessly into vacuum chambers and automated processing lines, ensuring consistent performance and food safety compliance.
Choose from our wide range of gate, angle, and butterfly vacuum valves — available in manual or actuated options — to suit your process requirements. Every product is built for longevity, minimal maintenance, and optimal control.
With deep expertise in process industries, We delivers the components that keep your vacuum systems running safely, cleanly, and effectively.
